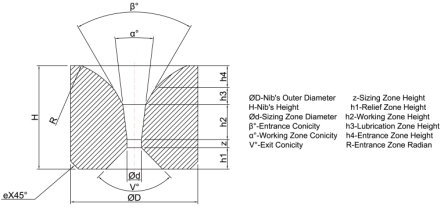
1) Each part’s function of tungsten carbide wire drawing die
Each part’s shape and size of the tungsten carbide drawing die’s depends on the processed materials’ composition,performance,size,compressibility,lubricating ,drawing conditions,and requirements for the finished products .
Entrance zone and lubrication angle
From the entrance zone to the working zone with arc transition ,which is helpful for the processed material into the working zone without any scratch because of the die’s hole edge.The lubrication zone takes the function of storage of the lubricant and make the processed material lubricated ,and them keep the drawing process smooth.
In the bearizing of the drawing dies ,to increase the working zone by means of lubrication zone.The lubrication zone height is 0.25 times of total drawing die’s height.
Working zone and its conicity is the plastic deformation zone for the metals ,it means the metallic bars’ diameter reduced or the tube’s wall thinner or its diameter smaller by through this zone .Meanwhile ,the working zone height is different as per the process material grade, diameter and lubrication condition ,and the selecting principals as following :
a) The working zone of dies drawn soft-metal wires should be shorter than the hard-drawn ones
b) The working zone of dies drawn small-diameter wires should be shorter than the dry-lubrication drawn ones
c) The working zone of dies with wet-lubrication drawn should be shorter than the dry-lubrication drawn ones .
d) Usually ,the height of working zone is 1.0~1.4 times than the diameter of sizing zone.
Working Zone Conicity
When draw the ferrous metals ,the working zone conicity is small ,but it is big when draw the non-ferrous metals ,meanwhile the selecting principals as following
a) The smaller of the compressibility ,the smaller of the working zone conicity
b) The harder of the material ,the smaller of the working zone conicity
c) The smaller of the processed material’s diameter ,the bigger of the working zone conicity .
Sizing Zone
The processed materials get its final size after through the sizing zone .The shape of the sizing zone is column,which is formed by ground with a rod with cone angle.However it is very hard to make the true cylinder,generally it has 1°-2° conicity .The following points are favorable for drawing:
a) Enough wear-resistance
b) The process metallic wires have the smallest rupture
c) Minimum energy consumption
The height of the sizing zone is decided by the hardness of processed material,cross-sectional size,and lubricating condition.If “h’ is too long ,friction in the drawing process will be increased and the mould temperature is risen and influence the mould’s life.Meanwhile ,it will also increase the tensile stress,so in the drawing process ,the wire breaking-ratio and power consumption will be increased too.On the other hand ,if “h” is short ,when the working conicity changed in the drawing process ,it will affect the finished products’ size .If the processed material is different ,the “h” is different .Generally it is decided by the following principles as discussed above :
a)The working zone height of dies drawn soft-metal wires should be shorter than the hard-drawn ones
b) The working zone height of dies drawn small-diameter wires should be shorter than the dry-lubrication drawn ones
c)The working zone height of dies with wet-lubrication drawn should be shorter than the dry-lubrication drawn ones .
Exit and Exit Angle
The exit zone is the last part of the processed metals get through ,the exit cone angle ensure the processed metals would be scratched after formed by the sizing zone .The exit cone angle does not have special requirement,but it would not be too short ,otherwise the exit zone is very easy to break .The height of exit zone is 0.12~0.20 times of the total drawing dies’ height.The exit cone angle is 60 degree when draw the big or medium diameter wires or bars ,but it usually takes comparatively big cone angle such 90 degree or 75 degree when draw the wires with small diameter ,some ones also take hemispherical shape .